Aus Arnold Horsch e.K Wissensdatenbank
|
|
| Zeile 64: |
Zeile 64: |
| | '''Was war's?<ref name="Fehler"/>''' | | '''Was war's?<ref name="Fehler"/>''' |
| | * Unkenntnis der Prüfverfahren / Normen und der gültigen Vorschriften | | * Unkenntnis der Prüfverfahren / Normen und der gültigen Vorschriften |
| − | * falsches Prüfverfahren laut DIN ISO 15787<ref name="DIN ISO 15787 "/>, sind bei einer Härtetiefe von 0,6 mm und 58 HRC = 650 HV, folgende Prüfverfahren zu wählen HV 50 oder HRA | + | * falsches Prüfverfahren laut DIN ISO 15787<ref name="DIN ISO 15787 "/>, sind bei einer Härtetiefe von 0,6 mm und 58 HRC = 650 HV, folgende Prüfverfahren zu wählen HV 50 oder HRA. Bei zu hoher Prüflast bricht die Härtezone ein (Eierschaleneffekt) und er geprüfte Härtewert erscheint zu niedrig. |
| − | | |
| − | Bei zu hoher Prüflast bricht die Härtezone ein (Eierschaleneffekt) und er geprüfte Härtewert erscheint zu niedrig. | |
| | | | |
| | '''Lösung''' | | '''Lösung''' |
| − | * normgerechte Prüflast wählen | + | * normgerechte Prüflast nach DIN ISO 15787 wählen |
| | |- | | |- |
| | |'''CHD Oberflächenhärte zu niedrig''' | | |'''CHD Oberflächenhärte zu niedrig''' |
Version vom 7. Oktober 2016, 10:17 Uhr
Wie bei allen Prüfverfahren kann auch bei der Härteprüfung vieles falsch gemacht werden, die Fehlermöglichkeiten sind Zahlreich.[1]
Grundsätzliches den Fehlermöglichkeiten
| Mögliche Fehler |
Was wars
|
| Standardfehler
|
Liste der Standardfehler[1]
- Unkenntnis der Prüfverfahren / Normen
- Unkenntnis der gültigen Vorschriften
- Gefügeeinflüsse bei gleicher Härte
- falsches auflegen der Teile - Hohllage (Schüsselung) -
- Spannfehler
- falsche Auflagevorrichtung
- falsche Probenvorbereitung
- Erwärmung durch Trennen oder Schleifen
- zu grober / falscher Anschliff
- Erwärmung durch Einbettung in Warmeinbettpresse
- „Korrekt“ kalibrierte Maschine
- nicht korrigierte konvex-konkave Oberflächen „Korrekturwerte“
- das falsche Härteprüfverfahren
- defekter Eindringkörper
- einfach keine Ahnung und munter drauflosprüfen
|
| Streuende Härtewerte
Stark streuende Härtewerte bei einem 1.2601, X165CRMoV12
- soll 700-800 HV 10
- ist 750-930 HV 10
|
Fehlermöglichkeiten[1]
- durch falsches härten, streuende Härtewerte
- falsche Abkühlung (Abschrecken), Weichfleckigkeit
- falsches Prüfverfahren
- falsche Probenvorbereitung
Was war's?[1]
- Unkenntnis des Werkstoffes und daraus falsches Prüfverfahren
- 1.2601, X165CRMoV12 kann je nach Umformgrad starke Karbidzeilen mit großen Karbiden aufweisen, wird jetzt sowohl in Karbidzeilen als auch dazwischen mit einer niedrigen Prüflast wie HV 10 geprüft, kommt es zu großen Schwankungen bei den geprüften Härtewerten. Die Karbidzeilen haben einen höheren Härtewert, als die zwischen den Zeilen liegende Matrix.
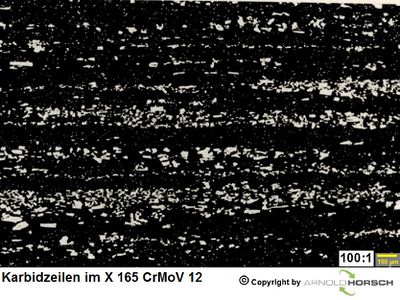
Lösung
- höhere Prüflast wählen wenn möglich, z.B. HRC - HV 100, dann wird die Mischhärte geprüft
|
| CHD Oberflächenhärte zu niedrig
CHD Oberflächenhärte zu niedrig, ist 55 HRC
Zeichnungsvorschrift
|
Fehlermöglichkeiten[1]
- durch falsches härten, Härte zu niedrig
- durch zu hohes anlassen, Härte zu niedrig
- zu niedriger Kohlenstoffgehalt beim aufkohlen
- falsche Abkühlung (Abschrecken)
- falsches Prüfverfahren
- falsche Probenvorbereitung
Was war's?[1]
- Unkenntnis der Prüfverfahren / Normen und der gültigen Vorschriften
- falsches Prüfverfahren laut DIN ISO 15787[2], sind bei einer Härtetiefe von 0,6 mm und 58 HRC = 650 HV, folgende Prüfverfahren zu wählen HV 50 oder HRA. Bei zu hoher Prüflast bricht die Härtezone ein (Eierschaleneffekt) und er geprüfte Härtewert erscheint zu niedrig.
Lösung
- normgerechte Prüflast nach DIN ISO 15787 wählen
|
| CHD Oberflächenhärte zu niedrig
CHD Oberflächenhärte zu niedrig ist 650 HV 10
Zeichnungsvorschrift
- CHD 0,3 + 0,2mm
- 680 + 150 HV 10
|
Fehlermöglichkeiten
- alle wie im vorstehenden Beispiel möglich
Was war's?[1]
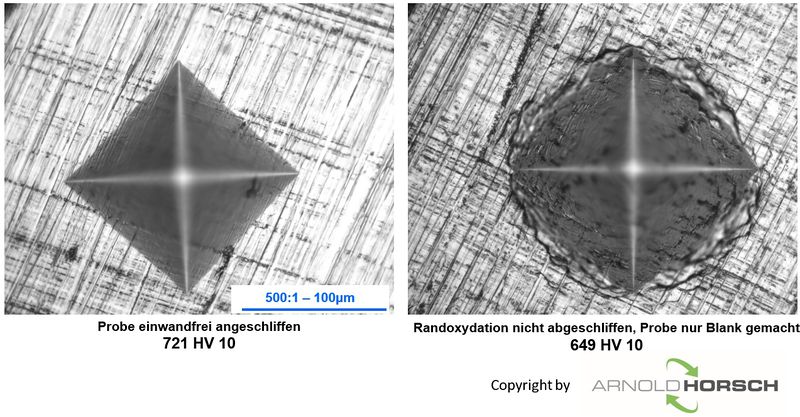
- falscher Anschliff der Probe
- beim Einsatzhärten entsteht üblicherweise eine Randoxydation, wird diese nicht einwandfrei beim anschleifen entfernt, befindet sich an der Oberfläche eine leicht schwammige poröse Zone, wird hierin die Härte geprüft erscheint der Härtewert deutlich zu niedrig.
- erkennen kann man diesen Fehler relativ einfach, ist der Härteeindruck wie im Bild rechts unscharf und schwammig und nicht wie links scharf und klar, ist der Anschliff nicht i.O.
Lösung
|
| Härte i.O., Bauteil versagt
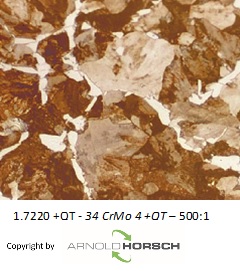
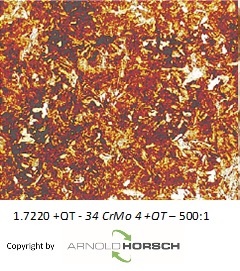
Bauteil vergütet
Zeichnungsvorschrift
- 34 CrMo 4 +QT - 1.7220 +QT
- Rm 750 – 900 MPa
- 220-260 HB 5/750
Bauteil versagt im Einsatz bei richtiger Härte
|
Fehlermöglichkeiten
- falsche Vergütung
- falsch geprüft Härtewerte
Was war's?[1] [3]
- falsche Wärmebehandlung, Bauteil wurde nicht vergütet, sondern vermutlich aus der Schmiedehitze abgekühlt
- Härteprüfung kann solche Fehler nicht finden, es gibt verschiedene Werkstoffzustände die den gleichen Härtewert aufweisen können und unterschiedlichen Gefügestrukturen haben
Lösung
- richtig Prüfen, vergütete Bauteile sollten neben der HB Prüfung, mindestens mit einem metallographischen Schliff auf die korrekte Gefügeausbildung geprüft werden
- evtl. Zerstörungsfreies Prüfverfahren wie[3] einsetzen
|
| Falscher HRC Wert
Soll = 58+4 HRC
Ist = 56 HRC
Härteprüfmaschine
- a. misst zu zu niedrige Härtewerte
- b. misst korrekt
|
Fehlermöglichkeiten
- Maschine falsch kalibriert
- Vorlast falsch
- Hauptprüflast falsch
- Diamant defekt
- Probenauflage falsch
- Spindel defekt
- falsch kalibrierte Härtevergleichsplatte (CRM = Certified Reference Material)
- unbekannt
Was war's?[1]
- eine Abweichung der Härteprüfmaschine
Lösung
Eine Überprüfung mit Härtevergleichsplatten kann folgende Ergebnisse ergeben
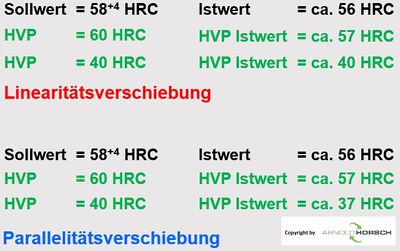 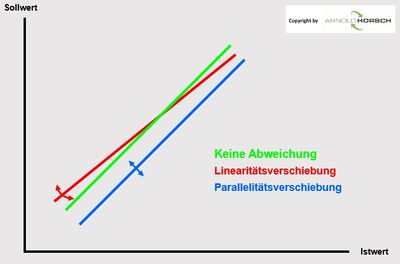
- wird eine Rockwellhärteprüfmaschine überprüft, müssen immer mind. 2 Härtevergleichsplatten und zwar eine Weiche und eine Harten, zum Einsatz kommen. Nur so können die typischen Fehler einer Rockwellhärteprüfmaschine, die Linearitäts- oder die Parallelitätsverschiebung, festgestellt werden
- im ersten Beispiel handelt es sich um eine Linearitätsverschiebung, keine systematische Abweichung der Härteprüfmaschine
- im zweiten Beispiel handelt es sich um eine Parallelitätsverschiebung eine systematische Abweichung der Härteprüfmaschine um -3 HRC
- es muß nun überprüft werden ob der Prüfdiamant beschädigt, die Teileauflage n.i.O. ist oder die Spindel beschädigt ist, ist alles i.O.?
Was tun?
- im ersten Beispiel hat der Anwender keine sicher Möglichkeit der Korrektur, er weis nicht wo der Drehpunkt der Linearitätsverschiebung ist und kann mit einer Korrektur genau in die falsche Richtung Arbeiten
- im zweiten Beispiel, handelt es sich um eine systematische Abweichungen einer Härteprüfmaschine diese darf mann korrigieren, in unserem Beispiel ist der HRC Wert um 3 HRC zu niedrig und darf nun um diese 3 HRC angehoben werden
In beiden Fällen, wenn der Fehler nicht gefunden wird, ist unbedingt eine Wartung und Justage der Maschine durchzuführen.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Einzelnachweise
[4]
[1]
[2]
[3]
- ↑ 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 Arnold Horsch, Vortrag, Fehlermöglichkeiten bei der Härteprüfung, Seminar Härteprüfung in Theorie und Praxis, Arnold Horsch e.K., Remscheid
- ↑ 2,0 2,1 DIN ISO 15787 Technische Produktdokumentation - Wärmebehandelte Teile aus Eisenwerkstoffen - Darstellung und Angaben, Beuth Verlag Gmbh, Berlin
- ↑ 3,0 3,1 3,2 Arnold Horsch, Zerstörungsfreie Härte-/Gefügeprüfung wärmebehandelter Massenteile mit magnetinduktiven Verfahren, Vortrag Härtereikongess, Köln, 2015
- ↑ Arnold Horsch, Seminar Härteprüfung in Theorie und Praxis, Arnold Horsch e.K., Remscheid





